


MondoClad® – solidne aluminiowe elewacje wentylowane.
KARTA DANYCH TECHNICZNYCH >>
SYSTEMY MOCOWANIA

Rysunki do pobrania :
SYSTEM MOCOWANIA MONOCLAD® PROSTY
SYSTEM MOCOWANIA MONOCLAD® ZŁOŻONY
Panele MonoClad wstępnie wykończone architektoniczną farbą PVDF Fluoropolymer, która została położona metodą coil-coating w celu uzyskania najwyższej jakości wykończenia, które jest elastyczne, odporne na warunki atmosferyczne i stabilizuje kolory.
Przy poziomie połysku około 30% zgodnie z normą, ta twarda powłoka ma twardość 2H zgodnie z przeprowadzonymi testami.
Wstępnie pomalowana powierzchnia MonoClad jest chroniona przez odklejaną folię o grubości 80 mikronów, którą należy usunąć w ciągu 3 miesięcy.
Obróbka MonoClad®
Technologie obróbki aluminiowych paneli elewacyjnych MonoClad.
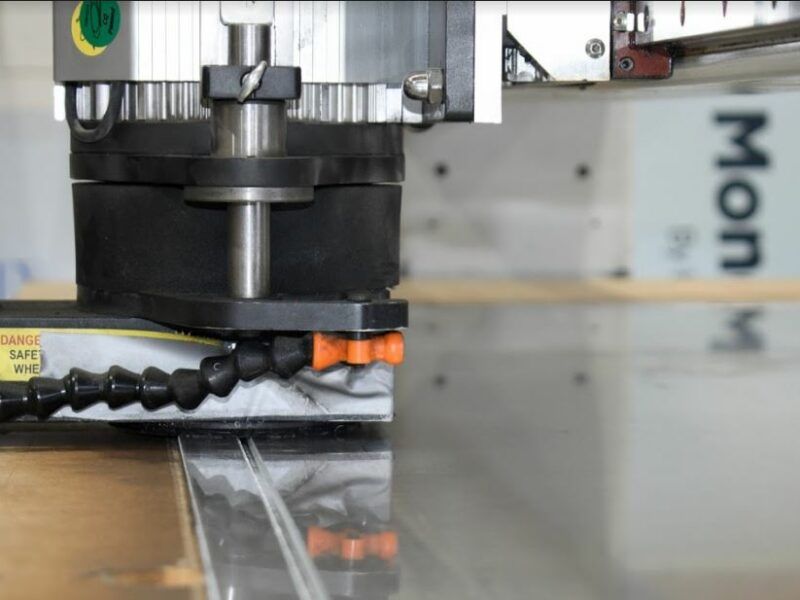
Frezarka cnc
Może być używane do cięcia prostego i konturowego, a także zapewnia rowek V do składania
Podczas tworzenia rowka V do zaginania minimalna grubość pozostawiona na dnie rowka powinna wynosić 0,8 mm
Prędkości obrotowe wrzeciona i prędkości posuwu zależą od maszyny i należy je omówić z producentem
W niektórych przypadku tego typu obróbki może być wymagany rozpylacz smaru. Skonsultuj się z producentem
Pionowa piła panelowa
Ten typ piły może być skutecznie używany do cięcia i frezowania MonoClad
W doborze odpowiednich narzędzi należy zasięgnąć porady producenta
Sugeruje się, aby obecny właściciel pilarek pionowych zastanowił się nad doposażeniem swojego sprzętu w celu dodania sterownika o zmiennej prędkości i urządzenia do rozpylania mgły smarowej
Podczas tworzenia rowka V do zaginania minimalna grubość pozostawiona na dnie rowka powinna wynosić 0,8 mm
Piła tarczowa
Najlepsze rezultaty uzyskuje się zwykle przy użyciu pilarki tarczowej Festol PF 1200 E-Plus z prowadnicą
Przedyskutuj wybór tarczy tnącej z producentem piły
Tył panelu może mieć rowek w kształcie litery V, aby umożliwić składanie ręczne bez konieczności używania sprzętu do gięcia
Może być wymagany wałek do pomiaru głębokości odpowiedni dla grubości 3 mm
Gięcie
Po wykonaniu rowka V wygnij panel jednym ruchem
W przypadku małych paneli zaleca się użycie przenośnego narzędzia do składania, a w przypadku paneli o większym formacie – giętarki
Początkowy kąt zagięcia powinien być nieco większy niż wymagany kąt końcowy
Wycinanie
MonoClad można zgilotynować do wymaganego rozmiaru
Upewnij się, że cięty materiał jest uchwycony, aby zapobiec uszkodzeniu
Walcowanie
Aby utworzyć zakrzywione powierzchnie, użyj odpowiedniej giętarki
Zabezpiecz materiał utrzymując folię ochronną
Upewnij się, że rolki są czyste i bez wgnieceń
Minimalny promień gięcia nie powinien być większy niż 15-krotność grubości
Wiercenie
Do wiercenia MonoClad nadaje się wysokiej jakości wiertło HSS.
Nitowanie
MonoClad możesz nitować za pomocą nitów zrywalnych i pełnych
Zawsze należy brać pod uwagę skutki rozszerzalności cieplnej i potencjalnego ruchu budynku
Skręcanie
Użyj śrub ze stali nierdzewnej
Zawsze należy brać pod uwagę skutki rozszerzalności cieplnej i potencjalnego ruchu budynku
Spawanie
Powszechnymi metodami spawania MonoClad są TIG i MIG. Skonsultuj się z lokalnym specjalistą ds. spawania
Perforacja
MonoClad może być perforowany przez wykrawanie, wiercenie lub frezowanie
Skontaktuj się z firmą Imperfectly elewacje wentylowane w sprawie projektu i formy, którą chcesz uzyskać.
Aby zapewnić najlepsze wyniki produkcji zdecydowanie zaleca się konsultację z producentami maszyn i dostawcami narzędzi. Przed rozpoczęciem produkcji paneli sugerujemy przeprowadzenie wstępnych testów i prób.
PRZEWODNIK PO PRODUKCJI MONOCLAD®
PRZEWODNIK CZYSZCZENIA I KONSERWACJI MONOCLAD®